





továrna na kbelík kostru továrna
Klesten kbelík je odstranění hornin a trosek bez půdy. Mezi další aplikace patří třídění hornin specifické velikosti z pilot.
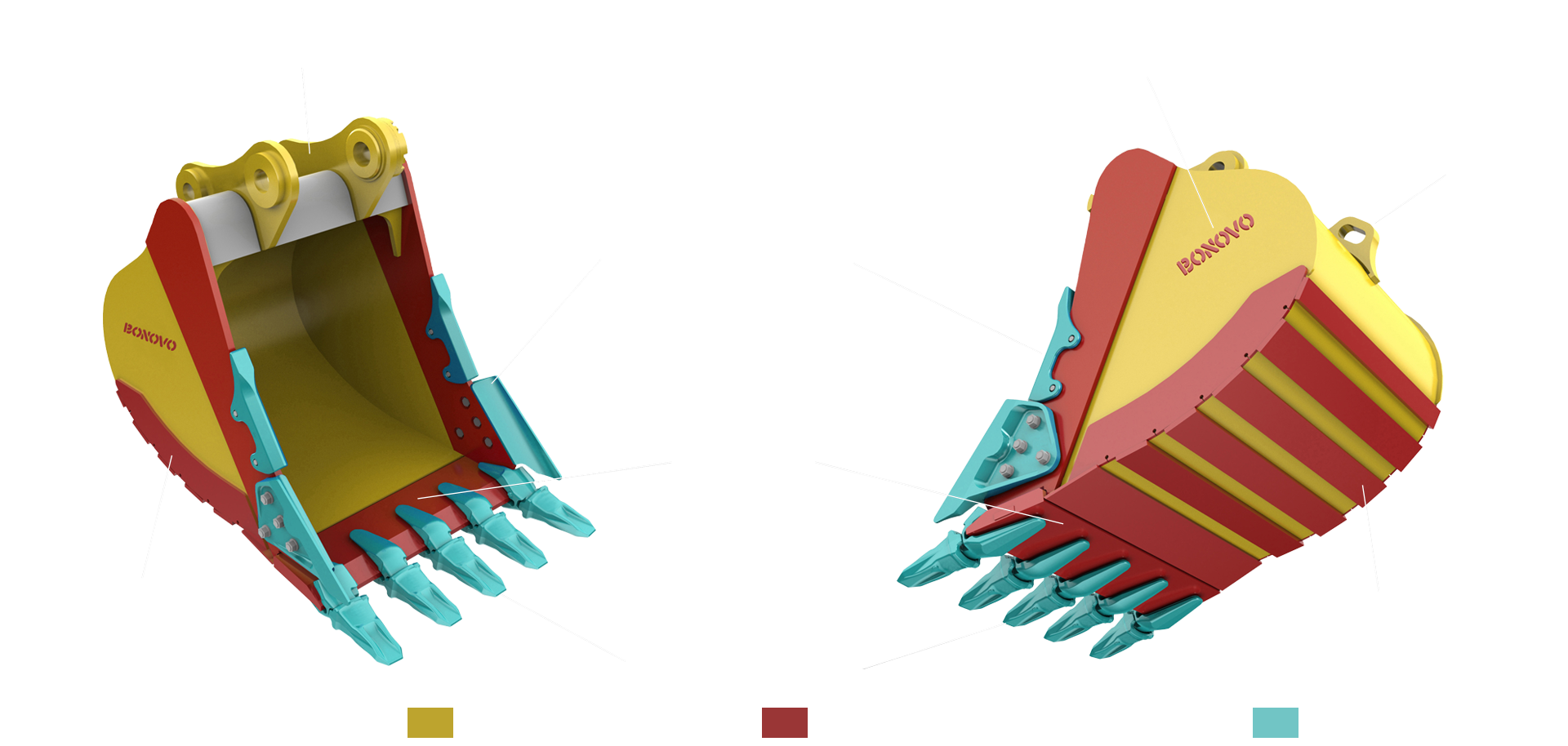
Aplikace kbelíku skeletu
Naše kosterní kbelíky jsou navrženy tak, aby zaútočily na všechny odrůdy aplikací od demolice na standardní zásobní hromady. Kosterní design je nastaven tak, aby zajistil menší i větší objekty, aby dosáhl vašich cílů.
Aby bylo dosaženo dokonalejšího FLT, Bonovo může podle potřeb zákazníků zvyšovat velikost.

1-50 tun
MATERIÁL
Hardox450.nm400, q355
PRACOVNÍ PODMÍNKY
Aplikuje se na vykopávky relativně volných materiálů ve vládních, zemědělských, lesnických projektech na konzervaci vody.
Mezery obrazovky
60-120 mm
Primární funkcí kbelíku kostry je odstranění hornin a zbytků bez půdy. Mezi další aplikace patří třídění hornin specifické velikosti z pilot. Naše sítové kbelíky jsou navrženy tak, aby zaútočily na všechny odrůdy aplikací od demolice na standardní hromady akcií. Kosterní design je nastaven tak, aby zajistil menší i větší objekty, aby dosáhl vašich cílů.
Specifikace
| Tuny | Šířka/mm | ZÍSKAT | Zuby | Rozteč obrazovky/mm | Kbelíkové kolíky | Hmotnost/kg |
| 2t | 24 ''-610 mm | Série J200 | 5ks | 70*70 | Včetně | 90 |
| 5t | 30 ''-762 mm | Série J200 | 5ks | 70*70 | Včetně | 180 |
| 8t | 30 ''-762 mm | Série J220 | 5ks | 80*80 | Včetně | 250 |
| 12t | 36 ''-915 mm | Série J250 | 5ks | 80*80 | Včetně | 390 |
| 15t | 42 ''-1067 mm | Série J250 | 6ks | 90*90 | Včetně | 590 |
| 20t | 48 ''-1220 mm | Série J350 | 6ks | 90*90 | Včetně | 900 |
| 25t | 48 ''-1220 mm | Série J400 | 6ks | 100*100 | Včetně | 1160 |
| 30t | 54 ''-1372 mm | Série J450 | 5ks | 100*100 | Včetně | 1390 |
Podrobnosti o našich specifikacích

Kbelíkové ucho
Pozice kbelíku přijímá vícevrstvé svařování korálků, aby byla zajištěna celková síla struktury, snižuje množství tepelného vstupu, snižuje deformaci, snižuje pravděpodobnost defektů a pouzdro přijímá integrální nudný proces, aby zajistil soustřednost kbelíkového ušního pouzdra a vyšší přesnost.

Adaptér zubu
Svařování adaptéru zubů je nejprve teplejší asi 200 stupňů před svařováním, boční zuby na obou stranách jsou svařovány bočním nožem a svařování je rozšířeno na spojení s hlavní řezačkou a obloukovou deskou, což zajišťuje celkovou sílu hlavní řezačky kbelíku a zuby na obou stranách jsou během pracovního procesu silnější.

Síť obrazovky
Úplné svařování se používá mezi kulatou ocelí a plotem pruhu kosterního kbelíku a celková síla pruhu mřížky je lepší a kulatá ocel se po dlouhé době nepovolí a praskne. Prodloužená životnost.
Scénář aplikace











